

Адрес:
№ 233-3 Янченгу-роуд, Индустриальный парк XIXIASHU, район Синби, город Чанчжоу, провинция Цзянсу



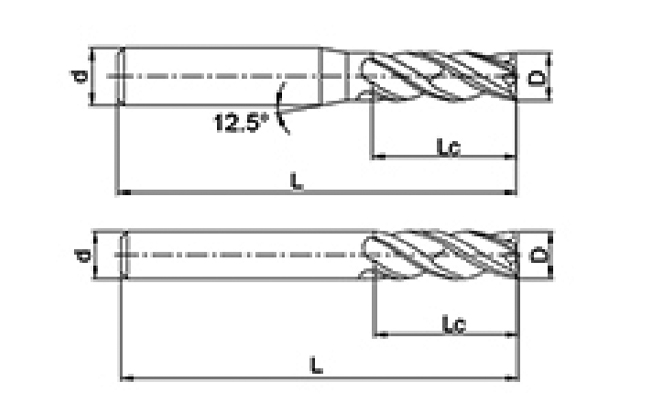
| № |
Диаметр D |
Длина фрезы Lc |
Общая длина L |
Диаметр хвостовика D |
Количество зубьев F |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D5 | 5 | 13 | 50 | 6 | 4 |
| NNB-4T-D6 | 6 | 18 | 50 | 6 | 4 |
| NNB-4T-D7 | 7 | 20 | 60 | 8 | 4 |
| NNB-4T-D8 | 8 | 24 | 60 | 8 | 4 |
| NNB-4T-D9 | 9 | 25 | 75 | 10 | 4 |
| NNB-4T-D10 | 10 | 30 | 75 | 10 | 4 |
| NNB-4T-D11 | 11 | 30 | 75 | 12 | 4 |
| NNB-4T-D12 | 12 | 30 | 75 | 12 | 4 |
| NNB-4T-D14 | 14 | 35 | 100 | 14 | 4 |
| NNB-4T-D16 | 16 | 45 | 100 | 16 | 4 |
| NNB-4T-D18 | 18 | 45 | 100 | 18 | 4 |
| NNB-4T-D20 | 20 | 50 | 100 | 20 | 4 |
| Обработанные материалы | Чугун, углеродистая сталь, сплавная сталь ~ 30 часов |
Нержавеющая сталь | Предварительно упорная сталь, закаленная и закаленная сталь ~ 40HRC |
Предварительно упорная сталь, закаленная и закаленная сталь ~ 50 часов |
Закаленная сталь ~ 55HRC |
|||||
| Диаметр (мм) |
Скорость вращения (min⁻⁻) |
Скорость подачи (мм/мин) |
Скорость вращения (min⁻⁻) |
Скорость подачи (мм/мин) |
Скорость вращения (min⁻⁻) |
Скорость подачи (мм/мин) |
Скорость вращения (min⁻⁻) |
Скорость подачи (мм/мин) |
Скорость вращения (min⁻⁻) |
Скорость подачи (мм/мин) |
| 3 | 15900 | 1220 | 8500 | 180 | 13270 | 950 | 10600 | 630 | 7430 | 360 |
| 4 | 11900 | 1260 | 6370 | 190 | 9950 | 970 | 8000 | 645 | 570 | 370 |
| 5 | 9500 | 1350 | 5060 | 190 | 7960 | 1010 | 6400 | 675 | 4460 | 390 |
| 6 | 7900 | 1330 | 4250 | 210 | 6630 | 1030 | 5300 | 690 | 3710 | 390 |
| 8 | 5900 | 1330 | 3180 | 210 | 4970 | 1020 | 4000 | 680 | 2785 | 405 |
| 10 | 4700 | 1310 | 2550 | 210 | 3980 | 1010 | 3200 | 675 | 2230 | 375 |
| 12 | 4000 | 1310 | 2120 | 210 | 3310 | 1010 | 2650 | 675 | 1855 | 375 |
| 14 | 3400 | 1220 | 1820 | 180 | 2840 | 945 | 2300 | 630 | 1590 | 360 |
| 16 | 3000 | 1220 | 1590 | 180 | 2480 | 945 | 2000 | 630 | 1390 | 360 |
| 18 | 2600 | 1200 | 1410 | 160 | 2210 | 930 | 1800 | 620 | 1240 | 350 |
| 20 | 2400 | 1200 | 1270 | 160 | 1990 | 930 | 1600 | 620 | 1115 | 350 |
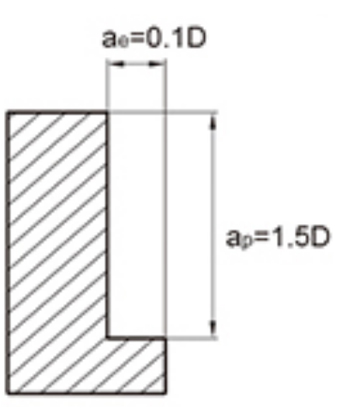
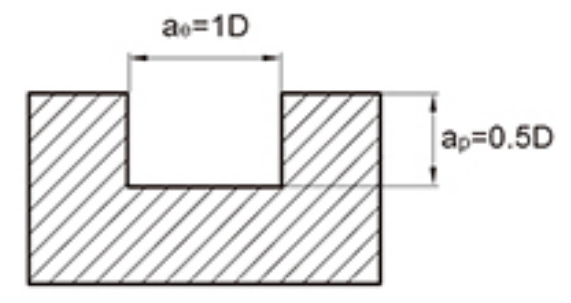
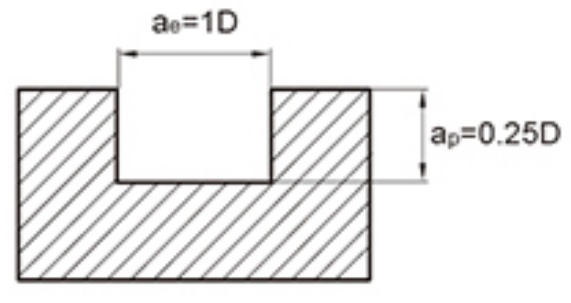
| Максимальная глубина резки | 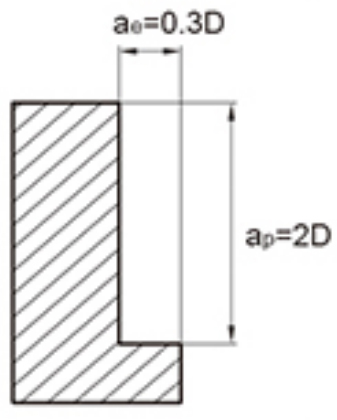 |
 |
||||||||
 |
 |
|||||||||
1. Приведенная выше таблица показывают стандартные значения для обработки боковой фрезерки. При резании канавки с помощью инструмента скорость должна составлять от 60% до 80% из вышеперечисленной таблицы, а скорость подачи должна основываться на 50% до 70% в качестве стандарта.
2. Пожалуйста, используйте высокоостренные машины и держатели инструментов.
3. Пожалуйста, используйте воздушное охлаждение или режущую жидкость, которая с меньшей вероятностью производит дым.
4. Рекомендуется использовать последовательное фрезерование для бокового фрезерования.
5. Когда установка станка и заготовки плохая, могут возникнуть вибрации и ненормальные звуки. В этом случае скорость и скорость подачи в таблице выше должны быть уменьшены в годовом исчислении.
6. минимизируйте навес инструмента как можно больше без помех.
| Серия инструментов | Диаметр | Радиус | Угловой радиус | Длина CR | Эффективная длина | Общая длина | Диаметр хвостовика | |||
| зубьев | D | R | LC | L1 | L | D | ||||
|
Твердосплавная концевая фреза NNV для обработки нержавеющей стали |
D0.5 ~ D3.5 | 0 -0.012 |
R0.5 ~ R1.75 | /-0.005 | CR0.2 ~ CR0.5 | /-0.005 | 0 0.5 |
0 0.5 |
0.5 -0.5 |
H5 |
| D4.0 ~ D10.0 | 0 -0.015 |
R2.0 ~ R5.0 | /-0.008 | CR1.0 ~ CR5.0 | /-0.008 | |||||
| D12.0 ~ D20.0 | 0 -0.018 |
R6.0 ~ R10.0 | /-0.01 | |||||||
4-й флейта, неравной, конечной мельницы, для серии обработки из нержавеющей стали (NNB-4T) предлагает широкий спектр спецификаций, с диаметрами резаков в диапазоне от 4 мм до 20 мм, которые покрывают различные комбинации, чтобы удовлетворить различные потребности в обработке. Для небольшой точной обработки или крупномасштабной резки можно найти подходящую модель, с гибкими конфигурациями для адаптации к различным сценариям применения.
Показывая неравную конструкцию зубного шага, он эффективно уменьшает режущие вибрации и улучшает стабильность обработки. Конструкция с плоским дном обеспечивает высокую обработку нижней поверхности при оптимизации производительности удаления чипа, что позволяет инструменту оставаться острым и долговечным во время эффективной обработки.
Изготовленный из высокой вязкости 0,5 мкм, анти-шипленного материала и в сочетании с спиральным углом 38 °/41 °, процесс резки становится более плавным, снижая сопротивление резания и продлевает срок службы инструмента. Высокопроизводительное покрытие, специфичное для нержавеющей стали, повышает устойчивость к износу и устойчивость к окислению, сохраняя эффективные характеристики даже во время длительной обработки.
Оптимизированный для обработки нержавеющей стали, он подходит для таких материалов, как SUS304, 316 и 316L. Кроме того, он показывает превосходную адаптируемость к предварительно упорным сталям (35-45HRC), гашные стали (45-55HRC) и титановые сплавы (TI-6AL-4V), обеспечивая высококачественную резку на различных высокопрочных материалах. $.


2-зубая концевая фреза микро-диаметра для глубоких пазов с плоской головкой

4-зубая концевая фреза для глубоких пазов с плоской головкой


4-зубая концевая фреза с плоской головкой и U-образным пазом




2-зубая микро-диаметральная концевая фреза с шаровой головкой

2-зубая микро-диаметральная концевая фреза с шаровой головкой для глубоких пазов
Основание предприятия
Сотрудники

Компания Changzhou Maton Tools Co., Ltd. расположена в экономически развитом регионе дельты реки Янцзы. Завод находится в высокотехнологичной зоне развития Сисяшу, известном центре производства инструментов в Китае. Мы являемся 4-флейтовая фреза с неравномерным шагом зубьев для обработки нержавеющей стали Поставщики.
Компания Magotantools придерживается системы качества ISO9001, руководствуясь философией бизнеса «нулевой дефект продукции» и «нулевое расстояние в обслуживании», основанной на духе «честности», «единства» и «развития», и следует справедливому и беспристрастному стилю управления компанией. В производстве продукции используются пяти- и шестиосевые обрабатывающие центры с ЧПУ из Германии, Швейцарии, Японии и т. д., а также высокоточное испытательное оборудование из Германии, Японии и Китая, что позволяет удовлетворять потребности производства в высоком качестве и количестве.
Компания постоянно разрабатывает различные высокопроизводительные инструменты с ЧПУ и получила различные национальные награды. Профессиональный 4-флейтовая фреза с неравномерным шагом зубьев для обработки нержавеющей стали ЗаводБолее 10 патентов, продукция компании в основном используется в оборонной промышленности, аэрокосмической промышленности, автомобильной промышленности, производстве электронной продукции и пресс-форм и других областях.
Различные продукты компании признаны и пользуются популярностью у известных отечественных компаний. Благодаря безграничным технологиям, безграничному творчеству и стремлению к совершенству, инструменты Magotan напишут будущее процветание и мечты с еще большей уверенностью и высоким качеством.
Мы ответим вам в течение 12 часов после получения запроса в рабочие дни.
Мы являемся производителями, мы сами производим и продаем.
Мы в основном производим фрезы из вольфрамовой стали, сверла и другие твердосплавные инструменты. Профессиональный 4-флейтовая фреза с неравномерным шагом зубьев для обработки нержавеющей стали Поставщики.
Наша продукция охватывает практически всю индустрию пресс-форм, оборонную промышленность, аэрокосмическую промышленность, автомобильную промышленность, производство электронной продукции и другие области.
Да, наше основное направление — это продукция на заказ. Мы разрабатываем и производим продукцию на основе чертежей или образцов, предоставленных заказчиками. На заказ 4-флейтовая фреза с неравномерным шагом зубьев для обработки нержавеющей стали .
У нас более 30 единиц оборудования WALTER из Германии, Makino из Японии, ROLLMATIC из Швейцарии и TTB из Швейцарии, с годовым объемом производства 80 миллионов юаней. Мы являемся 4-флейтовая фреза с неравномерным шагом зубьев для обработки нержавеющей стали Завод
Во-первых, после каждого этапа мы проводим соответствующие проверки. Для готовой продукции мы проводим 100% полную проверку в соответствии с требованиями заказчика и международными стандартами;
Во-вторых, у нас есть передовое и полное первоклассное испытательное оборудование в отрасли, такое как спектральные анализаторы, металлографические микроскопы и т. д., которое может обеспечить стабильность и согласованность режущего инструмента, а также удовлетворить высокие требования клиентов к точности испытаний режущего инструмента.
При выставлении счета мы согласуем с вами способ оплаты: FOB, CIF, CNF или другие варианты. При массовом производстве мы обычно сначала вносим 30% предоплаты, а затем оплачиваем оставшуюся сумму после предъявления коносамента. В основном мы используем T/T в качестве способа оплаты, но аккредитив также приемлем.
Мы являемся 4-флейтовая фреза с неравномерным шагом зубьев для обработки нержавеющей стали Поставщики в КитаеНаша продукция представлена по всему миру, мы предоставляем качественные товары и услуги клиентам со всего мира.

№ 233-3 Янченгу-роуд, Индустриальный парк XIXIASHU, район Синби, город Чанчжоу, провинция Цзянсу

+86-18068566610

sales@magotan-tools.com
+86-18068566610
