
Адрес:
№ 233-3 Янченгу-роуд, Индустриальный парк XIXIASHU, район Синби, город Чанчжоу, провинция Цзянсу



• Подложка с высокой каплей в сочетании с высокопроизводительным покрытием, особенно подходящим для предварительно упорной стали.
• Положительный угла на переденней краевой конструкции минимизирует сопротивление чипами и приносит лучшую внешность.

| № |
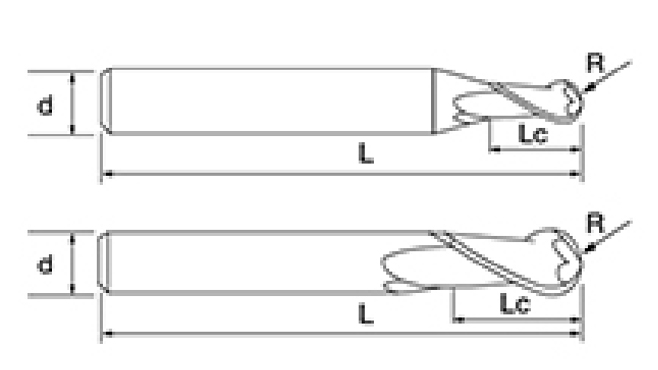
Диаметр D |
Ведущий угол R |
Длина фрезы Lc |
Общая длина L |
Диаметр хвостовика D |
Количество зубьев F |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 5 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 100 | 12 | 2 |
| NNH-2B-D16 | 16 | 8 | 25 | 100 | 16 | 2 |
| NNH-2B-D20 | 20 | 10 | 30 | 100 | 20 | 2 |
| Обработанные материалы | Предварительно упорная сталь 40 ~ 50 часов |
Закаленная сталь 50 ~ 60HRC |
Закаленная сталь 60 ~ 68HRC |
|||||||||
| Радиус головы мяча (мм) |
Скорость вращения (мин -1 ) |
Скорость подачи (мм/мин) |
а п (мм) |
а эн (мм) |
Скорость вращения (мин -1 ) |
Скорость подачи (мм/мин) |
а п (мм) |
а эн (мм) |
Скорость вращения (мин -1 ) |
Скорость подачи (мм/мин) |
а п (мм) |
а эн (мм) |
| R0.5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1.0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1.5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2.0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2.5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3.0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4.0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5.0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6.0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8.0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10.0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| Максимальная глубина резки | 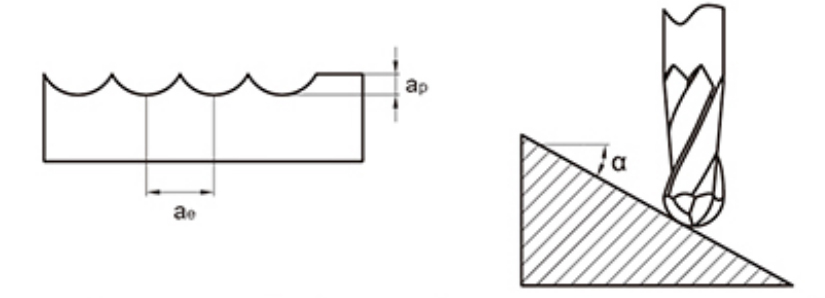 |
|||||||||||
1. Пожалуйста, используйте высокое оборудование и оборудование для высокой жесткости и приспособления.
2. Когда жесткость машинного инструмента и установки заготовки плохая, может возникнуть вибрация и аномальный звук. В этом случае скорость и скорость подачи в таблице выше должны быть уменьшены в годовом исчислении.
3. Пожалуйста, используйте воздушное охлаждение или MQL (минимальное количество охлаждения масляного тумана).
4. Рекомендуется использовать последовательное фрезерование для бокового фрезерования.
5. Минимизируйте длину подвески инструмента как можно больше без помех.
| Серия инструментов | Диаметр | Радиус | Угловой радиус | Длина CR | Эффективная длина | Общая длина | Диаметр хвостовика | |||
| зубьев | D | R | LC | L1 | L | D | ||||
|
NNH Высокая скорость и высокая твердость карбида конец мельницы |
D0.1 ~ D0.9 | 0 -0.005 |
R0.05 ~ R2 | /-0.005 | CR0.05 ~ CR0.5 | /-0.005 | 0 0.3 |
0 0.3 |
0.5 -0.5 |
H5 |
| D1 ~ D3.5 | 0 -0.005 |
|||||||||
| D4 ~ D10 | -0.003 -0.015 |
R3 ~ R5 | /-0.005 | CR1.0 ~ CR3.0 | /-0.008 | 0 0.5 |
0 0.5 |
|||
| D12 ~ D20 | -0.003 -0.018 |
R6 ~ R10 | /-0.008 | |||||||
Высокопроизводительная серия шариковых носовых мельниц NNH-2B доступна в различных спецификациях диаметром от 1 мм до 20 мм. Эта гибкость позволяет пользователям выбирать наиболее подходящий инструмент для своих требований к обработке, будь то для тонкой гравировки или глубокого фрезерования. Каждый вариант тщательно оптимизирован с длиной флейты и общими размерами, чтобы обеспечить точность и эффективность в различных приложениях.
Разработанный с помощью геометрии шарикового носа, эта концевая мельница обеспечивает более плавный переход в трехмерной обработке поверхности по сравнению с плоскими фрезерами для носа. Эта форма помогает снизить сопротивление резания и улучшить стабильность инструмента. Угол спирали 30 ° усиливает эвакуацию чипа при минимизации вибрации, обеспечивая стабильную производительность обработки. Кроме того, 2-тепловая структура обеспечивает лучшее удаление чипа в высокоскоростной обработке, что делает ее идеальным для эффективного удаления материала.
В этом продукте используется передовая технология Altisin Catting, в сочетании с субстратом с ультрафиновыми частицами (0,4 мкм). Это значительно улучшает износ и теплостойкость, позволяя инструменту поддерживать производительность даже в приложениях с высокой обработкой. Конечные мельницы NNH-2B изготовлены из карбида с высоким содержанием жесткости и имеют точность для получения резких режущих краев, которые могут снизить силы резки и повысить точность обработки.
Серия NNH-2B подходит для широкого спектра материалов и хорошо работает в высокоскоростных и высоких приложениях. Он очень хорошо работает в обработке закаленной стали, инструментальной стали, нержавеющей стали до 55 часов. Кроме того, он также очень эффективен в точной обработке цветных металлов, таких как медные сплавы.


2-зубая концевая фреза микро-диаметра для глубоких пазов с плоской головкой

4-зубая концевая фреза для глубоких пазов с плоской головкой


4-зубая концевая фреза с плоской головкой и U-образным пазом




2-зубая микро-диаметральная концевая фреза с шаровой головкой

2-зубая микро-диаметральная концевая фреза с шаровой головкой для глубоких пазов
Основание предприятия
Сотрудники

Компания Changzhou Maton Tools Co., Ltd. расположена в экономически развитом регионе дельты реки Янцзы. Завод находится в высокотехнологичной зоне развития Сисяшу, известном центре производства инструментов в Китае. Мы являемся Высокопроизводительная 2-зубая концевая фреза с шаровой головкой Производители.
Компания Magotantools придерживается системы качества ISO9001, руководствуясь философией бизнеса «нулевой дефект продукции» и «нулевое расстояние в обслуживании», основанной на духе «честности», «единства» и «развития», и следует справедливому и беспристрастному стилю управления компанией. В производстве продукции используются пяти- и шестиосевые обрабатывающие центры с ЧПУ из Германии, Швейцарии, Японии и т. д., а также высокоточное испытательное оборудование из Германии, Японии и Китая, что позволяет удовлетворять потребности производства в высоком качестве и количестве.
Компания постоянно разрабатывает различные высокопроизводительные инструменты с ЧПУ и получила различные национальные награды. Профессиональный Высокопроизводительная 2-зубая концевая фреза с шаровой головкой КомпанияБолее 10 патентов, продукция компании в основном используется в оборонной промышленности, аэрокосмической промышленности, автомобильной промышленности, производстве электронной продукции и пресс-форм и других областях.
Различные продукты компании признаны и пользуются популярностью у известных отечественных компаний. Благодаря безграничным технологиям, безграничному творчеству и стремлению к совершенству, инструменты Magotan напишут будущее процветание и мечты с еще большей уверенностью и высоким качеством.
Мы ответим вам в течение 12 часов после получения запроса в рабочие дни.
Мы являемся производителями, мы сами производим и продаем.
Мы в основном производим фрезы из вольфрамовой стали, сверла и другие твердосплавные инструменты. Профессиональный Высокопроизводительная 2-зубая концевая фреза с шаровой головкой Производители.
Наша продукция охватывает практически всю индустрию пресс-форм, оборонную промышленность, аэрокосмическую промышленность, автомобильную промышленность, производство электронной продукции и другие области.
Да, наше основное направление — это продукция на заказ. Мы разрабатываем и производим продукцию на основе чертежей или образцов, предоставленных заказчиками. На заказ Высокопроизводительная 2-зубая концевая фреза с шаровой головкой .
У нас более 30 единиц оборудования WALTER из Германии, Makino из Японии, ROLLMATIC из Швейцарии и TTB из Швейцарии, с годовым объемом производства 80 миллионов юаней. Мы являемся Высокопроизводительная 2-зубая концевая фреза с шаровой головкой Компания
Во-первых, после каждого этапа мы проводим соответствующие проверки. Для готовой продукции мы проводим 100% полную проверку в соответствии с требованиями заказчика и международными стандартами;
Во-вторых, у нас есть передовое и полное первоклассное испытательное оборудование в отрасли, такое как спектральные анализаторы, металлографические микроскопы и т. д., которое может обеспечить стабильность и согласованность режущего инструмента, а также удовлетворить высокие требования клиентов к точности испытаний режущего инструмента.
При выставлении счета мы согласуем с вами способ оплаты: FOB, CIF, CNF или другие варианты. При массовом производстве мы обычно сначала вносим 30% предоплаты, а затем оплачиваем оставшуюся сумму после предъявления коносамента. В основном мы используем T/T в качестве способа оплаты, но аккредитив также приемлем.
Мы являемся Высокопроизводительная 2-зубая концевая фреза с шаровой головкой Производители в КитаеНаша продукция представлена по всему миру, мы предоставляем качественные товары и услуги клиентам со всего мира.

№ 233-3 Янченгу-роуд, Индустриальный парк XIXIASHU, район Синби, город Чанчжоу, провинция Цзянсу

+86-18068566610

sales@magotan-tools.com
+86-18068566610
